
High-pressure pumps
High-pressure pump, 50 bar
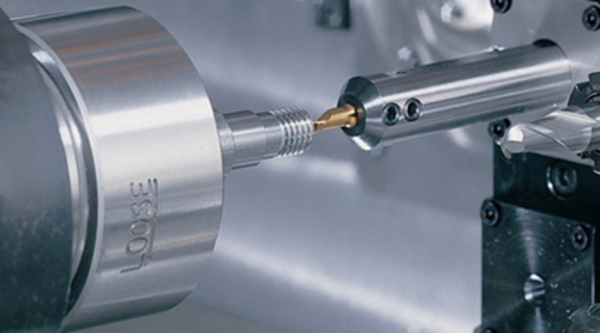
These units were developed for specific applications and they are particularly well suited to the supply of coolant drills with an unfavorable ratio of diameter to length. This cooling medium is pressed in under high pressure which means that the tip of the drill is always cooled sufficiently, and that swarf is flushed out of the bore. This means that significantly deeper bores can be created at a high standard of quality and over very long service lives.
High-pressure pumps, 140 bar
Special applications such as deep-hole drilling, whirling of internal and external threads as well as thread milling usually require operating pressures in excess of 50 bar. For this, we use Maier screw spindle pumps to improve the service lives of the tools as well as the quality of the workpieces produced. This achieves shorter production times, great dimensional integrity through good cooling, and improved surface quality through good lubricant action. The pump is integrated directly in the control system. This enables high pressure to be switched using an M command.

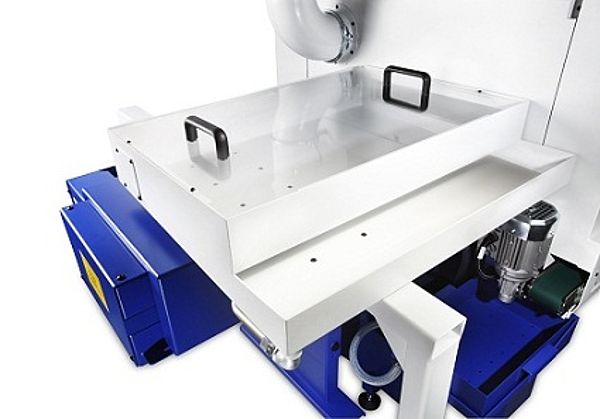
Swarf conveyor.
Hinged belt conveyor for transporting metal swarf and small parts. Two chain lines convey the material continuously on the horizontal belt to the ejection point. A 3-phase motor with overload protection provides the drive. Suitable for all types of swarf (long chips, short broken chips) for dry as well as wet machining. Pre-cleaning of the cooling lubricant through rough screening of swart and coolant during wet machining.
You can purchase one of our swarf conveyors with a choice of three different ejection heights:
- Swarf conveyor ejection height of 680 mm
- Swarf conveyor ejection height of 970 mm
- Swarf conveyor ejection height of 1200 mm
We shall be pleased to advise over the choice of the optimum hinged conveyor belt for your needs.

Y2 axis
With the 'Y2 axis' option (from series C2, D, E), reverse side machining can be equipped with 9 tools.
Discharging long parts
Long parts are usually discharged from our machines by sliding the workpiece through the counter-spindle: All you need for this is the discharge pipe and a component bin. We offer this in the following variants:
Discharge table / discharge of long parts
Discharge table for discharging long parts. Available in three different lengths:
- Discharge table, 836 mm
- Discharge table, 1036 mm
- Discharge table, 1336 mm
Pipe / option for discharging long parts
Pipe for discharging long parts (workpieces with an overall length in excess of 80 mm) from the machine. The stepped pipe and adapter can be adapted to suit your specific workpiece diameters. The maximum overall length that can be discharged is 700 mm.
Reduction / Option for discharging long parts
Adapters to discharge workpieces of any diameter from the machine. Adapters are available in 1 mm increments.
Reinforced counter-spindle
Instead of a counter-spindle with a power rating of 2.2 kW, we offer you the option of using a gripper spindle with a power rating of either 5.5 or 7.5 kW.

CO2 fire protection system
Over the last few years, due to higher levels of cutting power achieved by the rapid pace of development of machines and tools, the risk of fire in machining operations has kept on rising sharply. More demanding requirements on materials and unmanned shifts further increase the risk of fire. To limit the extent of damage, and of loss of production as much as possible using appropriate means, our standard is to use the FB 703 fire-extinguishing system supplied by Kraft & Bauer Brandschutzsysteme GmbH (see photo). Alternatively, we use the al-deco fire-fighting system made by Siemens Building Technologies GmbH & Co. KG.
The costs of efficient fire protection when retrofitted to a machine tool represent less than 1% of the investment in the machine, depending upon size and physical properties.
The al-deco fire-fighting system from Al-trade is unique in terms of its technical configuration. The centerpiece is a hose made from a specially developed high-molecular polymer that is routed as a linear sensor commensurate with the risk of fire in the premises requiring protection. This detection hose is continuously under pressure, connected to a fire extinguisher via a special valve. As soon as its ambient temperature rises above 110°C, it ruptures. The resultant drop in pressure causes the bottle valve to open pneumatically and this triggers the extinguisher system. The extinguishing action is performed by a separate line and correspondingly arranged nozzles.
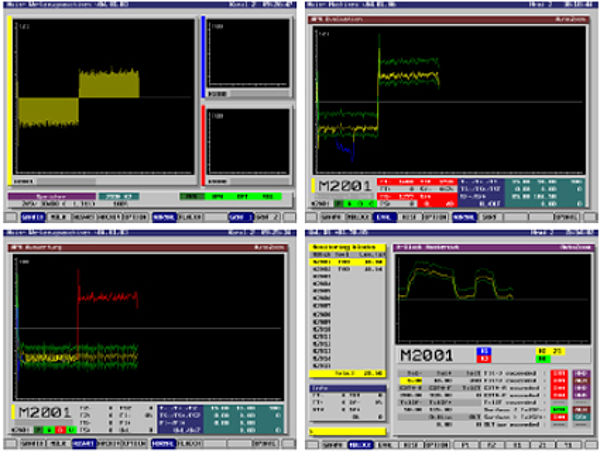
WPM - Maier tool and process monitoring
The Maier tool and process monitoring system monitors for tool breakage as well as wear and it can also monitor entire blocks of the CNC program. This enables Maier WPM to improve workplace safety when tools are experiencing high rates of wear, and most especially during unmanned shifts. Every conceivable CNC function (turning, milling, drilling, rigid tapping, etc.) of all channels is checked in real-time independently of the other channels.
The system can monitor the motor force of main spindle, counter-spindle and driven tools, or the axial forces of the individual channels. It is also possible to check motor force and axial forces simultaneously. In the event of tool breakage, resistance drops to zero and the machine shuts down automatically. To take account of differences in the starting material, tolerance limits can be assigned within which the process must operate.
The investment costs for this option, compared to an incidence of damage, are relatively low, so we recommend this option to all of our customers who operate their machines on a continuous basis.

Maier- Long-Short (MLK)
In just 20 minutes, transform your long-turning machine into a short-turning machine! Every one of our machines is available in the MLK version (Maier Long-Short).

Drill holders
The modular layout of our ML-ProLine series enables you to choose between a large number of tool supports and tool holders:
Drill holders
As standard, Series B and C units are equipped with triple (3x) drill holders. As an option, we can also offer you 5x holders.
Drill carrier 5x20 mm
Drill carrier with 5 tool support points. Available with double-sided clamping chuck holders and therefore 10 stationary tools for the machining of front and reverse sides. The carrier diameter measures 20 mm.
Drill carrier 5x19.05"
Drill carrier with 5 tool support points. Available with double-sided clamping chuck holders and therefore 10 stationary tools for the machining of front and reverse sides. The locating diameter measures 19.05".

Basic carrier
The modular layout of our ML-ProLine series enables you to choose between a large number of tool supports and tool holders:
Basic holder for lathe chisel
As well as our standard basic holders that can accommodate either 5 or 6 lathe chisels, we can offer you the option of equipping your machine with 16-fold holders. (from series C)
Basic carrier, 16x16x 9-fold
Basic holder with 9 supports for 16x16 mm lathe chisels. It is possible to fit tools for multiple applications. (powered tools not required).
Basic carrier 16x16x 12-fold
Basic holder with 12 supports for 16x16 mm lathe chisels. It is possible to fit tools for multiple applications. (powered tools not required).
To order, we would be delighted to develop special holders for your own specific machining problem.

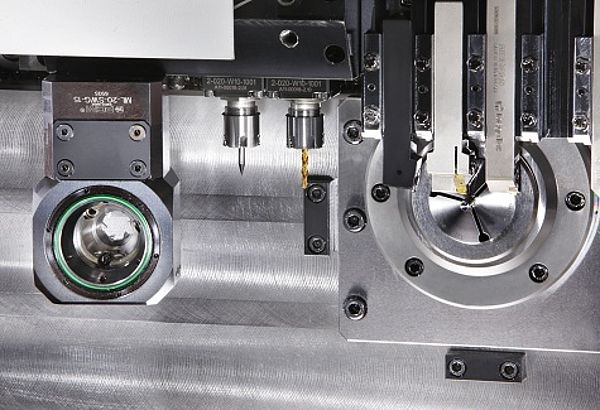
'Off-center' powered tools (AWQ)
For transverse machining, our standard is to use Transverse Powered Tools (AWQ) with 3 (Series B, C) or 4 powered tools (Series D, E). To clamp a miller, we have devised a special solution where the support is located off-center. This enables you to clamp millers with diameters of up to D=40 mm without losing a tool station. The locating diameter of tools measures 34 mm. We have a suitable tool for virtually every application. Consult our tool catalog for information. This is available for you to download.
Thread-whirling equipment
Single-pass or multiple-pass, metric and tapered, clockwise and counter-clockwise internal or external threads can all be manufactured with virtually any profile shape by using our whirling process. Now that whirling technology has been integrated in CNC turning machines, it is now relatively easy to machine stainless steel and high-tensile grades of steel, as well as titanium and titanium alloys. The threads are therefore absolutely free of burrs, and also possess great surface quality as well as geometric integrity. Compared to other processes such as thread milling or thread rolling the cost is less because no preliminary turning operation is required on the product stock.
We provide various items of equipment for thread whirling:
Transverse thread whirling equipment
For transverse machining during primary time
Transverse thread whirling equipment with 2 powered tools
For transverse machining during primary time with 2 additional powered tools
Turret thread whirling equipment
Thread whirling equipment for turret machining
Thread whirling equipment with a Y2 axis
For thread whirling on the reverse side during non-primary time. The equipment contains 2 additional powered tools